In (modest) Praise Of Klunkers
Background:
Hopefully, you are familiar with my section entitled: Advice on buying a used Lathe.
If not, that might be a good place to start. Follow the link below:
Advice on Inspecting a Lathe
In any case, it seems that I have created a legion of folks looking for the perfect machine.
Some folks need the accuaracy they seek in the "perfect" machine because they work to tight tolerances. Others have convinced themselves
that they need the accuracy, even though they don't work to tight tolerances. It seems to be yet another status symbol to have a real accurate machine even if you never use it.
Maybe I'm too critical of the latter half, hey it's nice to have candleholders that are accurate to within .000001" and
if I ever decide that I want to bore out the hair on a gnats hind quarters to .000005" plus or minus nothing, it might be nice to know I can do it.
But, in the meantime, I have a lot of parts to make and things to fix and my clapped out 50 year old Southbend suits me just fine.
I suppose the point of this story is that a klunker might just suit you until that great deal on a mint machine comes along. Think of all the neat stuff you might make in the meantime, and the joy it will bring you.
Just be sure not to pay more than a klunker price for a klunker.
My fixation with using klunker machinery started for two reasons. The first reason is purely economical. I can't afford to keep an expensive machine for my occassional use around the shop. I'd rather sell the expensive
machine, keep the klunker, and feed my family with the difference. Secondly, I got sick and tired of people coming to the store and finding fault with perfectly good machines when they had yet to even use such a machine.
I would then show these people the rat trap I was using and some of the parts I had made with it.
The Story:
I have kept several different Klunker Lathes over the years. Eventually, someone buys them or I scavenge enough parts from them that they can no longer be used.
This is the story of my latest aquisition, a Heavy 10" Southbend (10L) that will replace a similar machine whose headstock and tailstock were recently sold.
The lathe was purchased in a roundabout way from a dealer local to me. The story goes as follows: A while back, I got a call from a dealer to come look at 2 10" Southbends.
I looked at the machines and decided not to make an offer. My offer would have been too low, and it made no sense to me to even make it.
Sometime later, one of the machines was offered for sale on the Ebay auction site by a dealer who frequently sells stuff for the first dealer I mentioned. The opening bid price was $565.00.
The machine looked a lot better in the photo than in person, but I already knew what I was buying having inspected the item in person. By the way, I mention the fact that it looked better in the photo in passing only, the machine was not misrepresented in the auction listing at all.
However, as you look at the photos, keep in mind that the machine is uglier in person. I was the first and only bidder on the machine and got it for the opening price.
I had a big edge over any wouldbe competitors. The machine was only 1.5 miles from me, and I have a truck and a forklift. No shipping costs for me on this one. Still, I should point out that I paid a bit more
than I would have had I made an offer. My needs can change from time to time and if I'm short on a certain part, I may be inclined to pay extra for a parts machine. I needed the tailstock in this case.
What makes it a Klunker?
The bed and headstock are really the worst parts of this Lathe.
There is quite a ridge on the bedways indicating a good deal of wear.

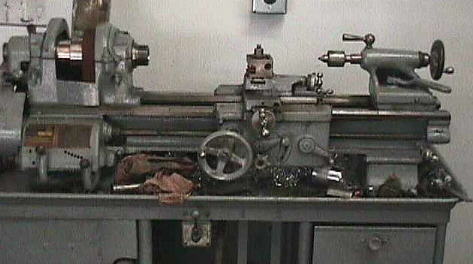
Using the test from my advice on buying a Lathe Section, the carriage went roughly halfway down the bed before binding.
The photo shows the carriage in the position in which it stopped.
There are homemade shims under the headstock that don't belong and indicate that a problem was present and a moron did the repair.
With proper adjustment of the adjustment screws, the shims would not have been needed. Note: The spindle doesn't turn quite as freely as it should.

The bullgear also has a missing tooth, but operation in backgears is still possible albeit a bit noisy.
I happen to have a spare complete spindle (including Bullgear) that I plan to install in the future.

Isn't the title "in Praise of Klunkers?? Where's the praise????
Never fear, I have a plan. I've shown you why this is a klunker. If you've read my advice section, you are walking away from this machine
in a hurry right? Well, maybe it's worth a second look....Unless you aim to try to bore that gnats rump hair I mentioned earlier.
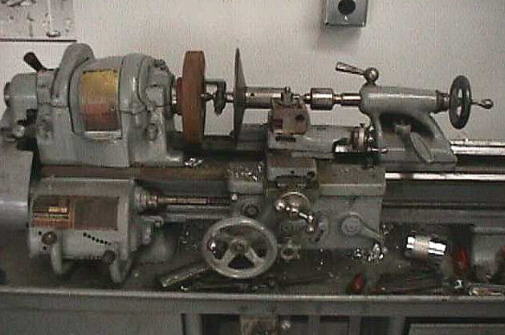
If you scroll back up to the first picture, you will notice that I'm turning something between centers (photo actually taken with lathe running in the middle of the cut.)
Guess what, with a bit of playing around I got that 3" long cut to within plus/minus 0.0005" (that's 1/2 a thou!) using only the klunker lathe. I might have done better had I leveled the machine first.
Note that I was turning it between centers on a mandrel. I first lined up the headstock and tailstock centers by eye (seeing how they matched up when the points were brought together.
Then I took the first cut. It tapered about 2 Thousandths over the 3" length of cut.
I then moved the tailstock over .001" (using the crossfeed dial to create a .001" gap between the toolbit and work piece.) Without ever using an indicator, I got things lined up pretty much dead on.
The next piece I made involved boring a 2" solid chunk of steel to match the OD of the pully I just cut.
The results were a little less impressive as the piece tapered in about .002" (two thousandths.) You know what, that tolerance won't impress any barstool machinists, but it is absolutley fine and dandy for the job at hand.
Any more accuracy would have been overkill like the candlestick set that matches to .00001".
Accurate boring is tough to do in the first place, but let's blame it all on the lathe bed for argument's sake.
Is .002" in 3 inches so terrible? Would you have imagined that were possible based on the photos of the lathe bed?
I hope this page will help you keep things in perspective when you are evaluating machines.
Having used several klunker lathes in the past, I've gotten pretty good at guessing how much of a taper they will cut based on visual inspection of the bed.
I had this one figured for around .0015/3" before I ever started using it. I bet that figure is just about dead on with a little more tweaking.
Perhaps the advice on inspecting a lathe section was remiss in this area. It only showed how to find a machine with a real nice bed. By the way
I would say that only 10 percent of the machines that pass through my shop will pass the bed test I describe in my advice section 100 percent. You might spend a lifetime looking for one of these.
In the meantime, you might just get by with a bit of a klunker. Who knows, you might find out that you actually like metalworking.
A Few More Reasons Why I Like Klunkers
I would be too worried about scratching or causing wear to a mint machine to ever use it.
You can do work that is rough on the machine without guilt (that pulley I cut was cast iron!)
You get to learn neat and innovative ways to work around a machine's limitations.
You don't kick yourself too hard when you make a mistake that is harmful to the machine.
The price is usually right
It's fun to take someone who has just knocked the machine and show him what it can do.
Hopefully you get the point by now.
Back Home